
The Life and Times of Elie Martel's Die Bolster
Phase I - Raw Material
|
The bolster is a device that holds a pile die in an upright position during sinking and striking. Its main feature should be sufficient mass to take repeated heavy blows on the die without shifting in position on the stump. Elie lucked into a bargain for a remnant end from a bar of hot-rolled, medium carbon steel. The low price was due to the unusual size and alloy, which is in little demand. The diameter is 6.25 inches rather than 6 inches and the length was 4.625. The alloy is 1141 HR. Remember when looking for your bolster steel that meeting particular dimension or shape is not important as long as it will perform as needed. This particular "chunk o' steel" came from eBay seller speedymetal. The picture at right is from the auction and was not very descriptive of the particular piece that was being offered, but it arrived even better than it had been described. This source sells lots of remnant stock and can be trusted. |
|
PHASE II - Design
|
Elie took the advice from a number of SCA participants and decided upon a bolster that could accommodate two dies: a 1 inch die and a 1.25 inch die on opposite sides. The radial silhouette on the left will give you a good idea of what metal would be taken off by the machinist. Imagine it as a view of the bolster as in a thin section had been cut from the middle of the round end. Simply, the two large holes at top and bottom are where the dies will go, just flip the bolster over to use one size or the other. The small diameter hole running down dead center of the bolster is for ramming stuck dies out with a small rod. The two little knockouts on the sides is a channel that runs all the way around the circumference of the bolster that Elie uses as a handhold. |
Bolster Design Plans |
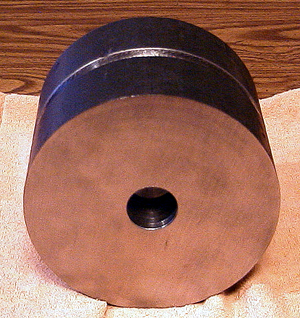
PHASE III - Machined
|
Elie was anxious to get his bolster
made quickly and
On the phone, Jeff said that he could make such a hole for about $10 to $15. Elie knows a bargain, so he decided to have Jeff do the entire project without bothering to ask for a quote - figuring the final price would be reasonable. Jeff decided to use a lathe for every operation he performed. He started with the knockout hole. This took a little while, but not nearly as long as a drill press would have taken. In this operation, the lathe holds a very long bit in a chuck on one side while the other side spins the bolster. The one inch die hole was next using a larger bit, down the same shaft he had just made. Then he flipped the bolster in the lathe, centered it, and made the 1.25 inch hole. Both die holes are a little more than 1.5 inches deep. The plans called for a flat bottom to the hole, but he suggested that a beveled bottom may help the dies seat better. If not, it would be easy to fix later. Elie took that advice. The final step was to make the handhold. The bolster was spun the same way, but a special carbide cutter was held against the side with a jig to gradually carve a squared groove. The real surprise came when Jeff made up the bill for his work - $23.40! He even said that if Elie or Elie's friends need any more bolsters made he usually has 4 and 5 inch scrap ends available from a local manufacturing plant for very little money. Consider this price when shopping around for a supplier and machinist. |
||
 |
 |
 |
PHASE IV - Vanity Indulged
(coming soon)

 cheaply,
and considered simply drilling one die hole at the machine shop and then
drilling a knockout hole with his own drill press. Several shops in Pierre,
South Dakota were called. The cheapest any of them quoted was $50! Yikes!
Luckily, someone recommended a man named Jeff Konst in Philip, SD, a town
about 90 miles away.
cheaply,
and considered simply drilling one die hole at the machine shop and then
drilling a knockout hole with his own drill press. Several shops in Pierre,
South Dakota were called. The cheapest any of them quoted was $50! Yikes!
Luckily, someone recommended a man named Jeff Konst in Philip, SD, a town
about 90 miles away.